株式会社ファンケル 関東物流センター 様 RFIDとバーコードのメリットを最大限に活用した新センターの運営 ~無線ハンディは“作業者の体の一部”、機動力と効率運用が大きな魅力~
- 関東
- 物流・流通
- ハンディターミナル

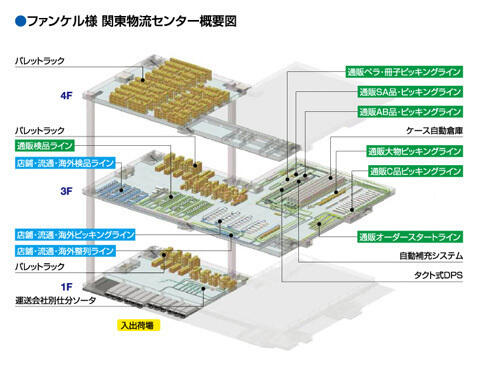
無添加化粧品の製造・販売をはじめ、各種サプリメント、発芽米や青汁等の健康食品、さらには快適肌着や日用雑貨など、豊富な商品ラインナップを展開するファンケル様。市場の拡大に伴い、多様化した販売チャネルへの商品供給の最適化、ならびに物流サービス体制の向上を検討してきた同社では、2006年3月、8ヶ所に分散していた常温商品の物流拠点を1ヶ所に統合・運営する一大プロジェクトを立ち上げた。その結果誕生した物流拠点が、今回ご紹介する関東物流センターである。
 同センターに関しては、物流現場への効果的なRFIDの活用という点で、その稼働以前から物流業界やIT業界で大きな話題を集めていたため、ご存知の方も多いと思う。
同センターに関しては、物流現場への効果的なRFIDの活用という点で、その稼働以前から物流業界やIT業界で大きな話題を集めていたため、ご存知の方も多いと思う。
RFID導入の第一の目的は、お客様へのサービスレベルの向上とピッキングリストレス化の実現である。本稼働からおよそ1年を経た今日、RFID導入による初期の狙いを着実に進展させており、その他、品質の向上、コストメリット、運営の効率化においても、RFID導入による効果と合わせ大きな成果を上げている。
フルノシステムズとしても、ICタグの読み取り機能を登載した「finpad 704f」初の導入事例となる。今回のレポートでは、新センターの運営において、当社の無線ハンディターミナルがどのように機能するのかという点を中心に解説していくが、RFIDシステムとの組み合わせによる相乗効果の創出という点でもたいへん意義のある事例といえる。
導入背景・課題
事業、販売チャネルの拡大による出荷量の増加に対応し、8ヶ所の常温品拠点を1ヶ所に統合 万全のロット管理と、処理能力アップによるリードタイム短縮を目ざして
“負の解消”物流拠点統合の大プロジェクト
ファンケル様における物流面での課題は、商品供給体制の効率化を推進する間もないほどに、急激な事業と販売チャネルの展開が進行していった点にある。事実、商品カテゴリー毎に個別の物流センターが機能しており、常温品センターが、8ヶ所に分散していた。
拠点の増大とともに問題となるのが、まず、商品の鮮度管理、ロット管理である。管理手法がセンター毎に異なるため、分散された各センターによって鮮度が異なるケースが生じていた。しかも、1回のオーダーで複数の商品を受注した場合、カテゴリー毎に別々のセンターから個別に発送されることも大きな問題であった。とくに、消費者宅に直接商品をお届けする通販物流では、お客様が日に何度も商品の受け取りに対応せねばならない場合もあり、消費者サービスを欠いた商品供給であることが指摘されていた。また、物流センター間の商品横持ちにより発生する輸送コストの削減、非効率の解消も課題となっていた。
問題の解決策は明確であり、点在した物流センターをひとつに統合することである。そこで同社では、CS(顧客満足)推進のためのサービスレベルと物流品質の向上に加え、環境負荷の軽減、物流コスト削減など、“負の解消”をテーマに、まずは、常温品センターを統合する大プロジェクトを立ち上げた。
徹底したシステム化によるセンター機能の向上
かつての8拠点の物流センターでは、いずれも人手に頼った入出荷体制がとられていた。したがって、従来の物流機能のまま、単純に物流センターをひとつに統合しただけでは、問題の解決に至らないことは明白だった。常温品のアイテム数は、およそ2,500点。決して莫大なアイテム数ではないものの、製造ロットおよび賞味期限を踏まえると、実際には1万アイテム以上に対応した商品管理を行う必要がある。そのため、ロット管理を徹底した出荷を実現するには、入荷、補充におよぶ一連の作業に、バーコードを活用したシステム構築が不可欠であると考えられた。
また、リードタイムの短縮も検討された。通販と店舗の出荷量の比率は、およそ6:4であり、通販物流の効率化、スピード化、精度向上が急務であった。通販向け商品の発送に関しては、15:30で締めたオーダー分が当日出荷されていたが、顧客へのサービスレベルの向上を図るべく、オーダー受付時間の延長による当日出荷分の拡大が目標とされた。これを実現するには、当然ながらセンター内での出荷処理能力を向上させる必要がある。 以上、ロット管理の徹底と出荷処理能力の向上を図るため、旧来の物流機能そのものを完全に改め、バーコードの活用をベースとした自動化、さらには、まだ導入事例の少ないRFIDにも着目し、そのメリットを取り入れたシステム化が検討された。
システム概要
商品バケットの分岐指示にRFIDシステムを活用、スピーディな出荷処理を実現。無線ハンディターミナルによる「多品目低頻度出荷品」の効率集品がスピード出荷のポイント
注目のRFIDシステム
RFIDシステム活用の概要は次のとおり。
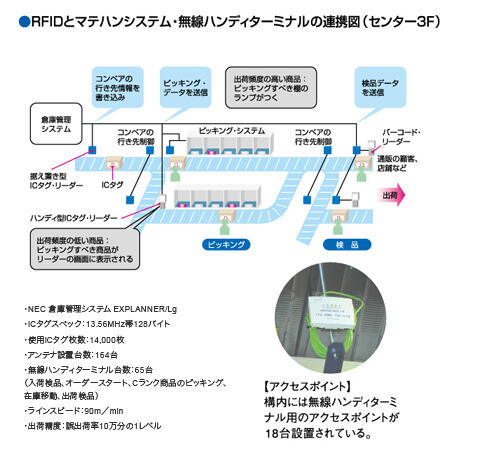
搬送ラインで活用する集品用バケットにICタグを採用。出荷のためのバッチ処理により明細書と送り状が出力される。それぞれのバーコードを無線ハンディで読み取りオーダースタート。ここでのチェック完了の際に、ピッキングのキーとなるオーダーナンバーとラインの分岐の情報がカード式のRFタグに書き込まれる。タグを付けたバケットがライン上を流れ、各分岐ポイントに設置されたアンテナがその情報を読み込むと、次のピッキングのための分岐、もしくはピッキング終了の場合は出荷検品への移動を自動的に認識する。システム運用の基本は、ICタグにオーダーナンバーと分岐情報を書き込み、出荷ラインに流すだけのきわめてシンプルなもの。オーダー情報を入力するデータキャリーも考えられたが、13.56MHz帯128バイトの限られた容量の中では収まらない場合もある。そこで、ピッキングのブース毎で、連携したマテハンシステム側からオーダー情報を引き出す仕組みが採用された。 ICタグ活用の利点は、情報の一部だけの読み取りを制御できる点にある。バーコードでは全部読まなければ認識しないが、分岐点毎に設置したアンテナに対し、指定のデータだけを読み取る仕組みとすることで、バーコードよりも格段に搬送ラインのスピードアップが可能。また、ペーパーレス化の点でも有効とされた。
RFID対応の無線ハンディが大活躍
ピッキングに関しては、DPS(デジタル・ピッキング・システム)がメインに機能する。同システムは、定番商品、高頻度出荷商品の大量ピッキングに最適であるため、スピード出荷の要となる。 しかしながら、スピード出荷を実現するには、出荷頻度の少ないCランクの商品をいかに効率よくピッキングし、全体として1オーダーあたりの出荷スピードを高めていくかがポイントである。高頻度品と同じピッキングや自動補充のシステムの中で、Cランク商品を扱ったのでは、高速出荷を実現できないばかりか、無駄な設備コストを要してしまう。そのため、出荷頻度に応じた個別のピッキングブースを設け、Cランク商品のピッキングについては、出荷波動に対しフレキシブルに対応できる無線ハンディターミナルが採用された。ラインを流れるバケットのICタグを無線ハンディで読み取りピッキングする方式により、出荷スタートから終了までの工程において、一貫してICタグを活用できる仕組みである。
なお、入荷検品後の自動倉庫への格納ラベルの発行は、Bluetoothで接続するモバイルプリンタが使用されていることから、関東物流センターにおける無線ハンディのシステム構築は、バーコードとICタグの利用と合わせ、「finpad 704f」がもつ機能を最大限に活用した事例として評価することができる。
-
 ▲ 入荷検品
▲ 入荷検品 -
 ▲ 無線ハンディによるピッキング
▲ 無線ハンディによるピッキング
導入効果
出荷処理能力の向上で受注締め時間が2時間拡大、当日出荷率91パーセントを実現。
年間、約2億円の物流コスト削減を達成、6年間で8億円以上ものコストメリット見込む
顧客満足の向上と低コスト物流の双方を実現
集約化された関東物流センターの稼働により、ファンケル様の物流体制はどのように改善されたのであろうか。まず、従来15:30で締めていた当日出荷のオーダーを17:30までに拡大することができた点が大きな成果として評価されている。当日出荷率は91%であり、通販物流としてはトップレベルのリードタイムである。
さらに、通販での受注に対する新センターの出荷処理能力は、1日約3~4万件であるが、物流センターの集約化により、お客様への一括納品を実現。その結果、配送に関わるクレームや問い合わせが、従来の10分の1に削減された。もちろん、これまではオーダー毎に負担していた送料や払い込み手数料も大幅に削減されることになる。物流センター側のコストメリットをまとめると以下の成果が明らかとなった。
- 1.ICタグの活用による搬送ラインのスピードアップ
- 2.ICタグの活用によるペーパーレス化
- 3.商品の横持ちが不要、配送コストの軽減等
- 4.従来の作業者数300人を2割削減
以上の削減効果をコストメリットに置き換えると、年間およそ2億円もの物流コスト削減を生み、6年間で8億円以上もの削減効果が得られるという。しかも、物流拠点の集約化は環境メリットにも貢献し、CO2排出量がおよそ130トン削減される結果をもたらした。“負の解消”を推進する新センターの運営がここに実現できた。
RFID運用のさらなる拡張を目ざして
今日のRFIDの運用は、集品バケットの搬送・分岐と商品のピッキングに限定したものであるが、今回の成功事例をステップとして、その他の業務へのシステム応用も検討されている。たとえば、工場から送られる納品ラベルにICタグを用い、入荷検品で一括読み込み、格納から補充までの活用も夢ではない。
“目で見て、人が判断しなければならない作業をいかに自動化していくか”RFIDの効果的な活用ポイントを確実にキャッチしたファンケル関東物流センターの今後の発展が大いに期待される。
お客様の声

株式会社ファンケル
カスタマーサービスユニット
物流企画グループ グループマネジャー
永坂 順二 様(左)
株式会社ファンケル
システム・業務改革ユニット
事業サポートシステムグループ
高橋 和夫 様(右)
RFID導入のメリットを最大限に活かすため、無線ハンディターミナルの選定には強いこだわりをもちましたファンケル関東物流センターの最大の特徴は、出荷ラインへのRFIDの活用にあります。RFIDの特性は、ご存知のとおり、作業者の能力や判断に頼ることなく、スピーディかつ確実に情報を伝達、処理できる点です。このメリットを最大限に活かすには、RFIDに連動する各種システムも同等の機能が求められます。
とくに作業者単位のパーソナルな機器である無線ハンディターミナルに関しては、RFIDの仕組みに完全にリンクしながら、作業者の皆さんが考えたり、判断したりする要素を極力なくし、あたかも“自分の体の一部”として機能することを重視しました。
無線ハンディからの指示内容を意識することなく、スムーズに間違いのない作業を行うための工夫としては、音とバイブレーション機能で作業結果を確実に伝えられること、さらに、視認性にもこだわり、大型のカラー画面をもった機種を選定しました。また、作業スピードを高めるために、モバイルプリンタを導入し、歩行時間、待ち時間を利用したラベル発行も今回のシステム運用のポイントです。
「確実性」「機動力」「効率運用」これら無線ハンディへの私たちのこだわりに対し、フルノシステムズさんにフレキシブルに対応していただいた点が、RFID活用の大きな成功の要素といえるでしょう。(2009年6月)
お客様情報
お客様情報
- お客様名
- 株式会社 ファンケル 関東物流センター
- 所在地
- 千葉県柏市十余二506-1 (株)日立物流北柏第2物流センター内
- URL
- http://www.fancl.co.jp/corporate/
- 概要
- 販売チャネル~通販、直営店舗(ファンケルハウス)、流通量販店、コンビニエンスストア、海外輸出
取り扱いアイテム数~常温品2,500アイテム
出荷能力~通販向け400万ピース/月、店舗向け350万ピース/月
(2009年6月調べ)
※本内容はすべて取材当時のものです。組織・部門・役職名、また仕様など、その後変更となっている場合があります。
事例ダウンロード

